
ଗରମ ସଙ୍କୋଚନ ପ୍ରୋଟେକ୍ଟିଭ୍ ଟ୍ୟୁବ୍ |

ଆବେଦନ
1. 36kV ପର୍ଯ୍ୟନ୍ତ ମଧ୍ୟମ ଭୋଲଟେଜ୍ ପାଇଁ ବ୍ୟବହୃତ |
2. ଆର୍ଦ୍ରତା ଏବଂ ଚାପରୁ ସୁରକ୍ଷା |
3. କେବୁଲ୍ ସମାପ୍ତି ଏବଂ ମଧ୍ୟବର୍ତ୍ତୀ ସଂଯୋଗ ଇନସୁଲେସନ୍ ସୁରକ୍ଷା ପାଇଁ ଉପଯୁକ୍ତ |
ବ .ଶିଷ୍ଟ୍ୟ
1. ହଟ୍ ତରଳିବା ଆଡେସିଭ୍ ଉତ୍ତମ ଜଳପ୍ରବାହ ଯୋଗାଇଥାଏ |
ଆବରଣ ପ୍ରକାର: ଚଳଚ୍ଚିତ୍ର ଆବରଣ |
2. ଉତ୍କୃଷ୍ଟ କ୍ଷୟ ପ୍ରତିରୋଧ |
3.UV ପ୍ରତିରୋଧ ଏବଂ ପାଣିପାଗ ପ୍ରତିରୋଧ |
4. ହାଲୋଜେନ୍ ମୁକ୍ତ |
5. ସର୍ବୋଚ୍ଚ ବ electrical ଦୁତିକ ଏବଂ ଯାନ୍ତ୍ରିକ ଗୁଣ |
6. ସଙ୍କୋଚନ ଅନୁପାତ 3: 1 |
6. ମଧ୍ୟମ କାନ୍ଥ |
ବ .ଶିଷ୍ଟ୍ୟ
1. ଯୋଗ୍ୟ ବ electrical ଦୁତିକ ଉପକରଣ କାର୍ଯ୍ୟ |
2. ନିର୍ଭରଯୋଗ୍ୟ ଇନସୁଲେସନ୍ |
3. ସୁପର୍ ହର୍ମେଟିକ୍ ସିଲ୍ |
4. ଉତ୍କୃଷ୍ଟ ଉତ୍ତାପ / ଥଣ୍ଡା ପ୍ରମାଣ, ଜଳପ୍ରବାହ, ବାର୍ଦ୍ଧକ୍ୟ ବିରୋଧୀ,
5. ବ electric ଦ୍ୟୁତିକ ଶକ୍ତି, ଇଲେକ୍ଟ୍ରୋନିକ୍, ପେଟ୍ରୋଲିୟମ, ରାସାୟନିକ ଇଞ୍ଜିନିୟରିଂ, ନିର୍ମାଣ ଏବଂ ଯୋଗାଯୋଗ କ୍ଷେତ୍ରରେ ବ୍ୟାପକ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ |
ଉତ୍ତାପ ସଙ୍କୋଚନ ଟ୍ୟୁବ୍ ଉତ୍ପାଦନ ପ୍ରଥମେ ଉପଯୁକ୍ତ ମାଷ୍ଟରବ୍ୟାଚ୍ ଚୟନ କରିବା ଆବଶ୍ୟକ, ଏବଂ ତାପରେ ନିର୍ଦ୍ଦିଷ୍ଟ ଉତ୍ପାଦନ ପାଇଁ ସହାୟକ ସାମଗ୍ରୀ ଚୟନ କରିବା |
ଥର୍ମାଲ୍ ହାଉସିଂ କେସିଙ୍ଗ୍ |
1. ଉତ୍ତାପ ସଙ୍କୋଚିତ ଟ୍ୟୁବ୍ ର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ହେଉଛି ପ୍ରଥମେ ପଲିନ୍ ଲିଚ୍ ମାଷ୍ଟରବ୍ୟାଚ୍ ଉତ୍ପାଦନ: ବିଭିନ୍ନ ପଲିଏନ୍ ଲିକ୍ ବେସ୍ ସାମଗ୍ରୀକୁ ବିଭିନ୍ନ କାର୍ଯ୍ୟକ୍ଷମ ସହାୟକ ସାମଗ୍ରୀ ସହିତ ମିଶ୍ରଣ |
ଫର୍ମୁଲା ଅନୁପାତ ଅନୁଯାୟୀ ସାମଗ୍ରୀଗୁଡିକ ଓଜନ କରାଯାଏ ଏବଂ ପରେ ମିଶ୍ରିତ ହୁଏ: ମିଶ୍ରିତ ସାମଗ୍ରୀକୁ ଏକ ଟ୍ୱିନ୍-ସ୍କ୍ରୁ ଏକ୍ସଟ୍ରୁଡର୍ରେ ରଖାଯାଇ ଏକ ପଲିନ୍ ଲିକ୍ କାର୍ଯ୍ୟକ୍ଷମ ମାଷ୍ଟରବ୍ୟାଚ୍ ଉତ୍ପାଦନ ପାଇଁ ପେଲେଟାଇଜ୍ କରାଯାଏ |
2. ଉତ୍ପାଦ ମୋଲିଡିଂ ପ୍ରକ୍ରିୟା: ଉତ୍ପାଦର ଆକୃତି ଅନୁଯାୟୀ, ଏକକ ସ୍କ୍ରୁ ଏକ୍ସଟ୍ରୁଜନ୍ ଏବଂ ଇଞ୍ଜେକ୍ସନ୍ ମୋଲିଡିଂର ଦୁଇଟି ପଦ୍ଧତି ବ୍ୟବହାର କରାଯାଇପାରିବ |
ପ୍ରକ୍ରିୟାକରଣ ଏବଂ ଉତ୍ପାଦନ ପାଇଁ:
1. ସିଙ୍ଗଲ୍-ସ୍କ୍ରୁ ଏକ୍ସଟ୍ରୁଜନ୍ ପ୍ରକାର: ମୁଖ୍ୟତ heat ଉତ୍ତାପ ସିଙ୍କ୍ ପାଇପ୍ ର ଏକ୍ସଟ୍ରୁଜନ୍ ମୋଲିଡିଂ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ, ଯେପରିକି ଏକକ-କାନ୍ଥର ଉତ୍ତାପ-ସଙ୍କୋଚିତ ଟ୍ୟୁବ୍, ଆଲୁଅ ସହିତ ଡବଲ୍-ୱାଲ୍ ଉତ୍ତାପ-ସଙ୍କୋଚିତ ଟ୍ୟୁବ୍ ଏବଂ ମଧ୍ୟମ ଘନତା |
ୱାଲ୍ ହିଟ୍ ସିଙ୍କ୍ ପାଇପ୍, ହାଇ ପ୍ରେସର ବସ୍ ବାର୍ ହିଟ୍ ସିଙ୍କ୍ ପାଇପ୍, ଉଚ୍ଚ ତାପମାତ୍ରା ଉତ୍ତାପ ସଙ୍କୋଚିତ ପାଇପ୍ ଏବଂ ଅନ୍ୟାନ୍ୟ ଦ୍ରବ୍ୟଗୁଡ଼ିକ ଏକକ ପ୍ରକ୍ରିୟାକରଣ ଏବଂ ଏକକ ସ୍କ୍ରୁ ଏକ୍ସଟ୍ରୁଜନ୍ ଦ୍ୱାରା ଗଠିତ |
ଉତ୍ତାପ ସଙ୍କୋଚିତ ଟ୍ୟୁବ୍ ଉତ୍ପାଦନ ଲାଇନରେ ନିମ୍ନଲିଖିତ ଯନ୍ତ୍ରପାତି ରହିବା ଉଚିତ: ଏକ୍ସଟ୍ରୁଡର୍ (ହିଟ୍ ସିଙ୍କ୍ ଟ୍ୟୁବ୍ ଗଠନ), ଉତ୍ପାଦନ ଛାଞ୍ଚ, ଥଣ୍ଡା ପାଣି ଟାଙ୍କି, ଟେନ୍ସନ୍ ଉପକରଣ, ଏବଂ
ଡିସ୍କ ଉପକରଣ, ଇତ୍ୟାଦି
2. ଇଞ୍ଜେକ୍ସନ୍ ମୋଲିଡିଂ: ମୁଖ୍ୟତ heat ଉତ୍ତାପ-ସଙ୍କୋଚିତ ବିଶେଷ ଆକୃତିର ଅଂଶ ଉତ୍ପାଦନ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ ଯେପରିକି ଉତ୍ତାପ ସିଙ୍କ୍ କ୍ୟାପ୍, ଉତ୍ତାପ-ସଙ୍କୋଚିତ ଛତା ସ୍କର୍ଟ, ଉତ୍ତାପ-ସଙ୍କୋଚିତ ଆଙ୍ଗୁଠି ଖଟ ଏବଂ ଅନ୍ୟାନ୍ୟ ଦ୍ରବ୍ୟ |
ସେମାନେ ସମସ୍ତେ ଇଞ୍ଜେକ୍ସନ୍ ମୋଲିଡିଂ ବ୍ୟବହାର କରନ୍ତି, ଏବଂ ଉତ୍ପାଦନ ଉପକରଣରେ ଇଞ୍ଜେକ୍ସନ୍ ମୋଲିଡିଂ ମେସିନ୍ ଏବଂ ଇଞ୍ଜେକ୍ସନ୍ ମଡ୍ଡ ଅନ୍ତର୍ଭୂକ୍ତ କରାଯିବା ଉଚିତ |
3. ପରବର୍ତ୍ତୀ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ପଦକ୍ଷେପ ହେଉଛି ବିକିରଣ କ୍ରସ୍-ଲିଙ୍କ୍ |ଏକ୍ସଟ୍ରୁଜନ୍ କିମ୍ବା ଇଞ୍ଜେକ୍ସନ୍ ମୋଲିଡିଂ ଦ୍ୱାରା ଗଠିତ ଦ୍ରବ୍ୟଗୁଡ଼ିକ ଏପର୍ଯ୍ୟନ୍ତ ର ar ଖିକ ମଲିକୁଲାର୍ ଗଠନ |
ଗଠନ, ଉତ୍ପାଦରେ ଏପର୍ଯ୍ୟନ୍ତ “ସ୍ମୃତି କାର୍ଯ୍ୟ” ନାହିଁ, ଏବଂ ତାପମାତ୍ରା ପ୍ରତିରୋଧ, ବାର୍ଦ୍ଧକ୍ୟ ପ୍ରତିରୋଧ, ଏବଂ ପୋଷାକ ପ୍ରତିରୋଧର କାର୍ଯ୍ୟଦକ୍ଷତା ଯଥେଷ୍ଟ ନୁହେଁ |
ଉତ୍ପାଦର ମଲିକୁଲାର ଗଠନ ପରିବର୍ତ୍ତନ କରନ୍ତୁ |ଆମେ ସାଧାରଣତ use ବ୍ୟବହାର କରୁଥିବା ପଦ୍ଧତି ହେଉଛି ବିକିରଣ କ୍ରସ୍ ଲିଙ୍କିଙ୍ଗ୍ ପରିବର୍ତ୍ତନ: ଇଲେକ୍ଟ୍ରନ୍ ଆକ୍ସିଲେଟର ବିକିରଣ କ୍ରସ୍ ଲିଙ୍କିଙ୍ଗ୍, କୋବାଲ୍ଟ ଉତ୍ସ ବିକିରଣ |
କ୍ରସ୍-ଲିଙ୍କ୍, ପେରକ୍ସାଇଡ୍ ରାସାୟନିକ କ୍ରସ୍-ଲିଙ୍କିଙ୍ଗ୍, ଏହି ସମୟରେ ଅଣୁଗୁଡ଼ିକ ଏକ ର ar ଖିକ ମଲିକୁଲାର ଗଠନରୁ ଏକ ନେଟୱାର୍କ ଗଠନକୁ ପରିବର୍ତ୍ତନ ହୁଏ |ବହିର୍ଭୂତ ଦ୍ରବ୍ୟଗୁଡିକ ପାସ୍ କରୁଛି |
କ୍ରସ୍-ଲିଙ୍କ୍ ପରେ, ଏହାର ଏକ “ମେମୋରୀ ଇଫେକ୍ଟ” ଥାଏ, ଯାହା ତାପ ସଙ୍କୋଚନ ଟ୍ୟୁବ୍ ର ତାପମାତ୍ରା ପ୍ରତିରୋଧ, ଯାନ୍ତ୍ରିକ ଗୁଣ ଏବଂ ରାସାୟନିକ ଗୁଣକୁ ବହୁଗୁଣିତ କରିଥାଏ |ନିର୍ଦ୍ଦିଷ୍ଟ ସାରଣୀ |
ବର୍ତ୍ତମାନ ହିଟ୍ ସିଙ୍କ୍ ଟ୍ୟୁବ୍ ସହନଶୀଳତା ସ୍ଥିତିରୁ ଅସଙ୍ଗତ, ବାର୍ଦ୍ଧକ୍ୟ ପ୍ରତିରୋଧ, ଘାସ ପ୍ରତିରୋଧ ଏବଂ ରାସାୟନିକ କ୍ଷୟ ପ୍ରତିରୋଧରେ ପରିବର୍ତ୍ତନ ହୋଇଛି |
4. ବିସ୍ତାର ମୋଲିଡିଂ: ବିକିରଣ କ୍ରସ୍ ଲିଙ୍କ୍ ଦ୍ୱାରା ପରିବର୍ତ୍ତିତ ଦ୍ରବ୍ୟର ଏକ “ଆକୃତି ମେମୋରୀ ଇଫେକ୍ଟ” ଅଛି, ଏବଂ ଏହାର ଉଚ୍ଚତା ଅଛି |
ତାପମାତ୍ରାରେ ତରଳିବା କାର୍ଯ୍ୟ |ଉଚ୍ଚ ତାପମାତ୍ରାରେ ଗରମ କରିବା ପରେ, ଭାକ୍ୟୁମ୍ ଫୁଙ୍କିବା ଏବଂ ଥଣ୍ଡା ହେବା ପରେ ଏହା ସମାପ୍ତ ଉତ୍ତାପ ସଙ୍କୋଚିତ ଟ୍ୟୁବ୍ ହୋଇଯାଏ, ଏବଂ ତା’ପରେ ଟ୍ୟୁବ୍ ଅନୁଯାୟୀ |
ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ପ୍ରସ୍ତୁତ ଉତ୍ପାଦ ପ୍ୟାକେଜିଂ ଏବଂ ବନ୍ଦର ପ୍ରକୃତ ପରିସ୍ଥିତି ମଧ୍ୟ କଟାଯାଇ ମୁଦ୍ରଣ କରାଯାଇପାରେ |ନିରପେକ୍ଷ ସାଧାରଣ ପ୍ୟାକେଜିଂ ମଧ୍ୟ ଉପଲବ୍ଧ |
ପ୍ରଦର୍ଶନ
| ପରୀକ୍ଷା | ପରୀକ୍ଷା ପଦ୍ଧତି | | ଆବଶ୍ୟକତା |
| ଅପରେଟିଂ ତାପମାତ୍ରା | | UL 224 | -50 ରୁ + 125 ℃ | |
| ତନଯ ସକତୀ | ASTM D 2671 | ≥14 Mpa |
| ବିରତି ସମୟରେ ବିସ୍ତାର | | ASTM D 2671 | > 400% |
| ଉତ୍ତାପ ବାର୍ଦ୍ଧକ୍ୟ ପରେ ବିରତି ସମୟରେ ବିସ୍ତାର | | ASTM D 2671 158 ℃ / 168 ଘଣ୍ଟା | | ≥300% |
| ଦ୍ରାଘିମା ସଙ୍କୋଚନ | | UL 224 | 0 ± 5% | |
| ଆଂଶିକ କାନ୍ଥ ହାର | ASTM D 2671 | < 30% |
| ଅଗ୍ନି ବିଳମ୍ବ | VW-1 | | ପାସ୍ କରନ୍ତୁ | |
| ଭଲ୍ୟୁମ୍ ପ୍ରତିରୋଧକତା | | IEC 93 | > 1014Ω.m |
| ତମ୍ବା ସ୍ଥିରତା | | UL224 | ପାସ୍ କରନ୍ତୁ | |
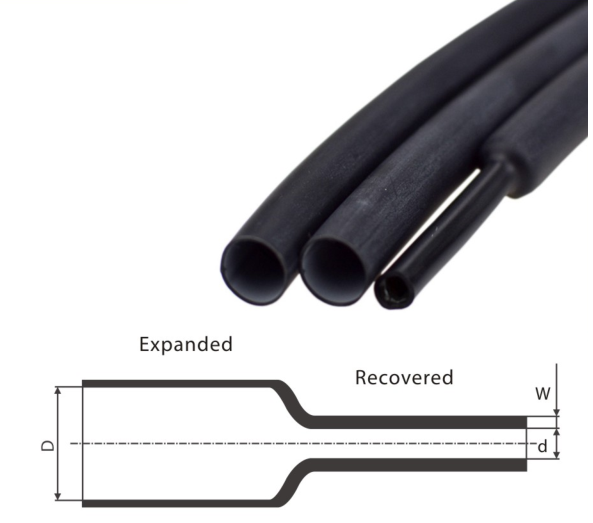
| ଟାଇପ୍ କରନ୍ତୁ | | ପ୍ରୟୋଗ ବ୍ୟାସ ପରିସର (mm) | ବିସ୍ତାରିତ (mm) | ପୁନରୁଦ୍ଧାର (mm) | |
| D (ମିନିଟ୍) | d (ସର୍ବାଧିକ) | W (ମିନିଟ୍) | ||
| HTG-50/18 | 17-35 | 50 | 18 | 2.2 |
| HTG-66/20 | 21-45 | 66 | 20 | 2.2 |
| HTG-70/25 | 24-52 | 70 | 25 | 2.2 |
| HTG-90/30 | | 32-66 | 90 | 30 | 2.5। 2.5 |
| HTG-105/35 | 32-66 | 105 | 35 | 2.5। 2.5 |
| HTG-120/40 | 38-80 | 120 | 40 | 2.5। 2.5 |
| HTG-135/45 | 45-98 | 135 | 35 | 2.5। 2.5 |
| HTG-150/50 | 55-112 | 150 | 50 | 3 |
 ପ୍ର: ଆପଣ ଆମକୁ ଉନ୍ନତି ଏବଂ ରପ୍ତାନିରେ ସାହାଯ୍ୟ କରିପାରିବେ କି?
ପ୍ର: ଆପଣ ଆମକୁ ଉନ୍ନତି ଏବଂ ରପ୍ତାନିରେ ସାହାଯ୍ୟ କରିପାରିବେ କି?
A: ଆପଣଙ୍କ ସେବା କରିବାକୁ ଆମର ଏକ ବୃତ୍ତିଗତ ଦଳ ରହିବ |
ପ୍ର: ଆପଣଙ୍କ ପାଖରେ ଥିବା ସାର୍ଟିଫିକେଟ୍ କ’ଣ?
A: ଆମର ISO, CE, BV, SGS ର ପ୍ରମାଣପତ୍ର ଅଛି |
ପ୍ର: ଆପଣଙ୍କର ୱାରେଣ୍ଟି ଅବଧି କ’ଣ?
A: ସାଧାରଣତ 1 1 ବର୍ଷ |
ପ୍ର: ଆପଣ OEM ସେବା କରିପାରିବେ କି?
A:ହଁ, ଆମେ ପାରିବା।
ପ୍ର: ଆପଣ ସମୟ କ’ଣ କରନ୍ତି?
A: ଆମର ଷ୍ଟାଣ୍ଡାର୍ଡ ମଡେଲଗୁଡିକ ଷ୍ଟକ୍ରେ ଅଛି, ବଡ ଅର୍ଡର ପାଇଁ, ଏହା ପ୍ରାୟ 15 ଦିନ ଲାଗେ |
ପ୍ର: ଆପଣ ମାଗଣା ନମୁନା ପ୍ରଦାନ କରିପାରିବେ କି?
A: ହଁ, ନମୁନା ନୀତି ଜାଣିବା ପାଇଁ ଦୟାକରି ଆମ ସହିତ ଯୋଗାଯୋଗ କରନ୍ତୁ |





